Mixing The Elements成分の混合
B20 Bronzeという旅の始まりはここからです。
基本的なことですが、B20 ブロンズ合金は80%の銅と20%の錫(すず)の混合でできており、最も音楽に適した金属合金として知られています。
この最高品質の原材料がB20を生産するのに使用されているのです。私たちが培ってきた何世紀にも及ぶ門外不出の生産工程によって、強さと耐久性および柔軟性が得られます。
この秘密製法がなければ、金属は固くはなるけれども非常にもろく、ガラスのように簡単に壊れてしまうのです。
この秘密の工程は音楽性の高いシンバルを生産する上で極めて重要な役割をもっています。
キャストシンバルの第一生産工程では、正確な比率で混ぜられた金属が熔解壺の中で結合し、すぐに鋳物(キャスト)になります。ある一定の高温にさらされた銅と錫の混合物は、鎔かすことで合金中のすべての不純物を蒸発させるのです。
これから、溶融した合金がキャストを作る型に注入されようとしています。

Castingキャスティング(鋳造)
熔解壺に収めた溶融合金は直接、金型に注入されます。
シンバルのタイプによって鋳型内の溶融合金の量が異なります。
注入後、金属は固まり、キャスト(鋳物)と呼ばれるものになります。キャストは細心の注意を払い鋳型から外され重量別にグループ分けされます。
これらのキャストは我々が「加熱」と呼んでいる次のステップに移行されます。

Heating & Rollingローリング(加熱および圧延)
金属の塊が専用窯(オーブン)の中で700~800℃に加熱される準備が出来ました。
個々のキャストは熟練した職人の手によって専用窯の中で均一に熱を加えられていきます。
材料はやがて柔らかくなり、圧延機に通され「ブランクス:白紙状態」と呼ばれるディスク状の金属になるのを待っている状態です。
これらの「ブランクス」は加熱され、予定の厚みになるまで圧延が数回繰り返されます。この工程を経ると、金属の分子が完全にくっつき更に金属の耐久性が増すのです。
その後、「ブランクス」は装置から外され次の工程に行く前に時間をおいて冷めるのを待ちます。

Pressing The Bellベルの圧縮
金属の塊が専用窯(オーブン)の中で700~800℃に加熱される準備が出来ました。
個々のキャストは熟練した職人の手によって専用窯の中で均一に熱を加えられていきます。
材料はやがて柔らかくなり、圧延機に通され「ブランクス:白紙状態」と呼ばれるディスク状の金属になるのを待っている状態です。
これらの「ブランクス」は加熱され、予定の厚みになるまで圧延が数回繰り返されます。この工程を経ると、金属の分子が完全にくっつき更に金属の耐久性が増すのです。
その後、「ブランクス」は装置から外され次の工程に行く前に時間をおいて冷めるのを待ちます。

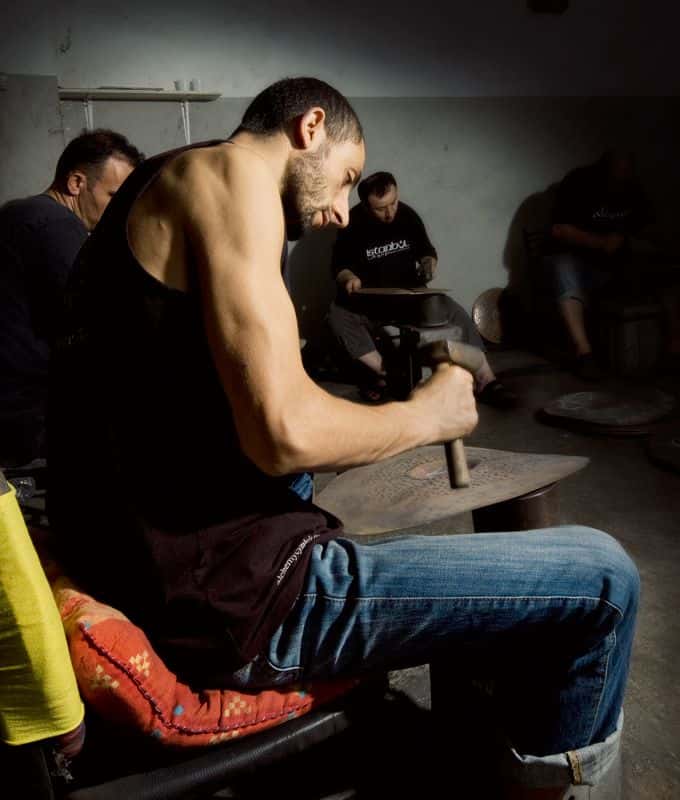
Hammeringハンマリング(粗打ち)
ハンマリングはシンバルのサウンドを形成する最初の工程で、最も大切な部分です。
ハンマリングは当社の熟練した職人が何世紀にもわたって引き継いだハンマリング技術を駆使して行われます。
この技術がダークで倍音が豊富で音楽性の高い伝統的トルコ・シンバルの音質を形作る決め手となるのです。
当たり前ですが、手作りシンバルにおいてハンマリングは、熟練の技を必要とします。
シンバルはハンマー打ちがあるからこそ成り立つ楽器なのです。例えば、16インチのクラッシュシンバルはおよそ1500回のハンマー打ちで成り立っています。
ブランク1枚とってもそれぞれ違うのです。ということは、シンバルという楽器はどれだけハンマーで打たれたかによって一枚一枚違いがでるということです。
つまり、同じシリーズ、同じサイズであってもシンバルの響きに違いが出るのです。
それぞれのシンバルの音は同じではないし、当社のシンバルを使えばそれぞれ違う音が出せるということです。
Lathingレイジング(旋盤加工)
レイジングはシンバルの音に直接影響を及ぼすので、もう一方の大切な部分です。
これは絶対に高度に熟達した職人が担当しなければなりません。旋盤加工の切れ目はシンバルにグルーブを生み、シンバルの表面に振動を伝わりやすくします。
加えて、シンバルの正確な厚みを調整するのは旋盤加工の役割になります。
シンバルの種類によって加工も様々です。上側下側両方をレイジングしたものもあれば、片方だけレイジングしたものや、レイジングしていないものもあります。
レイジングなしのシンバルは音がよりダークでドライでいろいろな音が混ざりあっています。レイジングしたシンバルは、していないシンバルに比べてより明るく響き、反応が速く、残響も多いです。
何を作るにもB20合金を加工するわけですが、違った音が求められれば、刃の形状、削るテクニック、押し付ける力を変化させるのです。
レイジング後にギザギザのエッヂとセンターホールは職人によってつるつるに処理され、シンバルは最終工程に向かいます。

Testing And Ink Labeling最終テストとラベル張り
旋盤加工が終わると、出来上がったシンバルは最終テスト工程に送られます。
製品の専門担当者は一つ一つシンバルに細心の注意を払い、外観チェックと音質チェックの最終検品を行います。
シリーズによっても違いますが、最初に高速バフ研磨マシンに運ばれるものもあれば、外観が鏡のように美しいかどうかのチェックに回るものもあります。
品質が確認され仕上げが済んだシンバルは、印判機に送られます。
シンバルの金属面には、スタンプする機械によってシリコンパッドを使い、会社と商品ロゴが印刷されます。ロゴの最終チェックが終わったシンバルは、世界中のあらゆるレベルのミュージシャンに演奏してもらうため、当社のショールーム商品棚に並べられるのです。
